Структура разработанной имитационной модели (рисунок 2) включает: 1) модули технико-технологических подсистем; 2) вспомогательные модули, в которых отражены взаимосвязи и часть функций, не реализованных в моделях подсистем (управляющий модуль «Монитор», генераторы случайных чисел, моделирование параметров надежности, определение времени простоев); 3) обеспечивающие модули (ввод-вывод исходных данных, вывод результатов моделирования, блоки данных).
На каждом шаге модельного времени для оборудования вычисляется время его работы и надежность. Определение надежности осуществляется путем моделирования наработки на отказ и времени восстановления соответствующего технологического оборудования.
Одним из основных вопросов при синтезе модели является вопрос о принципах построения моделирующих алгоритмов основных и вспомогательных модулей. На основе анализа известных принципов построения алгоритмов были выбраны и использованы два: принцип «∆t» - фиксированных интервалов времени (для программирования вспомогательных модулей, которые отражают взаимосвязи между подсистемами) и принцип «особых состояний» (для программирования технико-технологических подсистем, что является весьма удобным и экономичным в отношении машинного времени) [1]. Использование выбранных принципов построения моделирующих алгоритмов облегчает написание программы модели, обеспечивает более строгое следование выбранной концепции ее построения, помогает четко классифицировать компоненты системы, обеспечивает гибкость программы (возможности внесения в нее изменений), позволяет корректировать число компонент модели в соответствии с изменениями внутренних условий модели.
Трансформация полученных математических моделей подсистем в имитационные осуществляется с помощью программных процедур алгоритмизации и включения в процесс моделирования на ЭВМ динамики протекания технологических процессов производства стеклотары во времени. Затем из отдельных модулей, описывающих функционирование подсистем, синтезируется обобщенная имитационная модель сложной системы производства. При синтезе имитационной модели системы учитываются логические взаимосвязи подсистем, выделенные на этапе формализации.
Экспериментальной основой создания моделей послужило исследование статистических закономерностей распределения случайных величин протекания основных и вспомогательных процессов: времени наработки на отказ, ликвидации технологических и технических отказов для различных видов и типов оборудования технологических линий изготовления стеклотары. Полученные данные статистических исследований используются для определения констант переменных, случайных и индикаторных функций. Значения перечисленных величин используются для выбора направления процесса имитации в соответствии с его математическим представлением и реализованного в блоках логического сравнения.
где Nпсб(t), Nпшсб(t), Nпс(t) - случайная функция соответственно количества поданного стеклобоя в расходный бункер, шихты и стеклобоя - в бункер загрузчиков шихты, смеси - в загрузочные карманы печей; Nс(t), Nф(t), Nп(t), Nо(t), Nти(t), Nкк(t), Nнп(t) - случайная функция соответственно количества полученной стекломассы, формованных изделий; изделий, перегруженных в печь отжига; изделий, прошедших отжиг; изделий, транспортированных в рабочем туннеле печи; проверенных изделий, готовых пакетов; Nпсб, Nпшсб, Nпс,- соответственно необходимое количество стеклобоя для подачи в расходный бункер, шихты и стеклобоя - в бункер загрузчиков шихты, смеси - в загрузочные карманы печей; Nс, Nф, Nп, Nо, Nти, Nкк, Nнп(t) - соответственно необходимое количество стекломассы, формованных изделий, изделий для перегрузки в печь отжига, изделий для отжига, изделий для транспортировки в рабочем туннеле печи; изделий, требующих проверки; готовых пакетов.
Исходя из выше изложенного, модель функционирования механизированной линии стеклотарного производства примет вид:
При этом процесс функционирования подсистем представляется в виде последовательно связанных графов, вершинами которых являются технологические состояния станочного оборудования [3]. В соответствии с формальными процедурами описания сложных систем разработаны математические и имитационные модели технико-технологических подсистем в виде совокупности соотношений логических условий и полученных на этой основе моделирующих алгоритмов, определяющих их реальное функционирование [2]. Синтез математических моделей подсистем позволил построить обобщенную модель функционирования механизированной линии, которая интерпретируется системой логических уравнений, описывающих условия перехода одной технико-технологической подсистемы в другую:
Декомпозиция технологических процессов в системе изготовления стеклотары позволила выделить на уровне структурных элементов ряд технико-технологических подсистем: Т1 - «Загрузка шихты и стеклобоя в стекловаренные печи», Т2 - «Стекловарение», Т3 - «Выработка стеклоизделий», Т4 - «Отжиг», Т5 - «Сортировка», Т6 - « стеклоизделий». Каждая подсистема при этом соответствует технологическим процессам, выполняемым определенным видом и типом оборудования. Дальнейшая декомпозиция технико-технологических подсистем позволяет выделить подсистемы низшего уровня, а также наиболее важные технологические операции, выполняемые стеклообрабатывающим оборудованием в рамках этих подсистем. Так, подсистема Т1 включает подсистемы низшего уровня: Т1.1 - подача стеклобоя в расходный бункер, Т1.2 - подача шихты и стеклобоя в бункер загрузчиков шихты, Т1.3 - подача смеси в загрузочные карманы печей; а подсистема Т4 включает подсистемы низшего уровня: Т4.1 - перегрузка стеклоизделий в печь отжига, Т4.2 - отжиг стеклоизделий, Т4.3 - транспортирование стеклоизделий в рабочем туннеле печи.
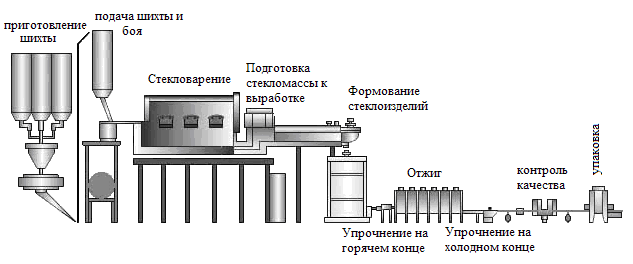
Рисунок 1. Схема стеклотарного производства.
Процесс изготовления стеклянной тары - достаточно сложный непрерывный стохастический процесс [4], схема которого представлена на рисунке 1.
Состав исходной технической информации при формализации и имитационном моделировании технологических процессов изготовления стеклотары включает: характеристику рассматриваемого стеклотарного производства; плановый годовой объем выпускаемой продукции и технологию ее производства, определяющую свойства сырья и вырабатываемой продукции, последовательность и режимы работы используемого оборудования; данные о номенклатуре и количестве имеющегося в наличии оборудования, его основные эксплуатационные параметры; структуру затрат машинного времени, статистические закономерности распределения случайных величин протекания основных и вспомогательных процессов, статистические данные о технических и технологических отказах.
Исходя из выше изложенного, основная идея работы заключается в определении принципов построения объектов моделирования и установлении закономерностей их системного функционирования как целостного процесса многооперационной обработки исходного материала на основе получения и реализации вероятностных имитационных моделей стеклотарного производства.
Применение имитационного моделирования характеризуется такими преимуществами, как возможность формирования и сравнения альтернатив при выборе решения, адекватность описания, возможность воспроизведения сложных производственных процессов на модели, комплексность и системность подхода. В этом отношении исследование технико-технологических подсистем промышленных предприятий методом имитационного моделирования имеет аналогию с натурным экспериментом с той разницей, что вычислительный эксперимент проводится с использованием ЭВМ, которая автоматизирует процесс моделирования и обеспечивает необходимое количество испытаний в более короткий срок. Вместе с тем компьютерные методы расчета, моделирования и проектирования все больше опираются на системный подход, сущность которого заключается в переходе от анализа отдельных объектов и исследования простых связей между ними к изучению сложных образований, объединенных общей целью.
Любая управленческая деятельность тесно связана с принятием соответствующих решений. Принятие решений возможно на основании знаний об объекте управления, о процессах, объективно в нем протекающих и могущих произойти с течением времени, иначе говоря, требуется наличие адекватной модели объекта, характеризующей эффективность (качество, оптимальность и т.д.) принятого решения. В качестве реализации такой модели для стеклотарного производства предлагается имитационная модель технологического процесса изготовления стеклотары.
1. Камышинский технологический институт (филиал) ВолгГТУ2. Санкт-Петербургский государственный политехнический университет
Редько С.Г. 2, Морозова Е.В. 1
КОМПЬЮТЕРНОЕ МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ СТЕКЛОТАРНОГО ПРОИЗВОДСТВА
Технические науки
КОМПЬЮТЕРНОЕ МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ СТЕКЛОТАРНОГО ПРОИЗВОДСТВА - Технические науки - Современные проблемы науки и образования
Комментариев нет:
Отправить комментарий